保险柜 分类
1200型(电子锁)

保险柜的介绍
保险柜(箱)是一种特殊的容器。根据其功能主要分为防火保险柜和防盗保险柜、防磁保险柜、防火防磁保险柜和防火防盗保险柜等等。每一种保险柜都有其国家标准。市面上的保险柜多为前两种。
依据不同的密码工作原理,防盗保险柜(箱)又可分为机械保险和电子保险两种,前者的特点是价格比较便宜,性能比较可靠。早期的保险柜(箱)大部分都是机械保险柜(箱)。电子保险柜(箱)是将电子密码、IC卡等智能控制方式的电子锁应用到保险柜(箱)中,其特点是使用方便,特别是在宾馆中使用时,需经常更换密码,因此使用电子密码保险柜(箱),就比较方便。
保险柜行业标准
2005年10月1日起中国市场的保险箱(柜)产品由办理生产登记批准书的政府行为,改为第三方认证制度(中国安防产品3C认证中心)的方式并对认证出的企业发给相关型号的《证书》,同时允许在通过认证型号的产品上标识3C标记, 以确保产品的质量。保险箱(柜)产品是经过国家强制性产品认证才能上市销售的产品。如生产企业的产品未通过国家的强制性产品认证一律不得进口、不得出厂销售和在经营服务场所使用。
保险箱(柜)产品的标准有国家标准GB10409-2001《防盗保险柜》和行业标准GA166-2006《防盗保险箱》根据国家标准保险箱(柜)安全级别分为:A1、A2、B1、B2、B3、C共6类,A1安全级别最低,应能阻止用普通手工工具、便携式电动工具和磨头以及这些工具相互配合使用,在净工作时间15分钟以内打开柜门或在柜门、柜体上造成38平方厘米的通孔。C类安全级别最高,应能阻止用普通手工工具、便携式电动工具、磨头和专用便携式电动工具、割炬和炸药,在净工作时间60分钟以内打开柜门或在柜门、柜体上造成13平方厘米的通孔,其质量不小于450公斤。
从2002年5月1日起,国家认监委开始受理第一批列入强制性产品目录的19大类132种产品的认证申请。第二批强制性目录从2008年8月1日执行。其中包括保险柜(箱)产品。中国安全技术防范认证中心是保险柜(箱)产品国家指定的强制性产品认证机构,对于符合目强制性录内描述的保险柜产品,必须经过中国安全技术防范认证合格,同时取得3C证书并加强3C标志,方可出厂、进口、销售和在经营服务场所使用。

保险柜安全级别介绍
防盗保险柜在标准中定义为在规定时间内抵抗规定条件下非正常进入装有机械、电子锁具(包括密码锁、IC卡锁等)的柜体。防盗保险柜的安全等级从它的产品型号上可以看得出来,例如:FDG-A1/D-53,其中的A1就是代表它的安全级别。
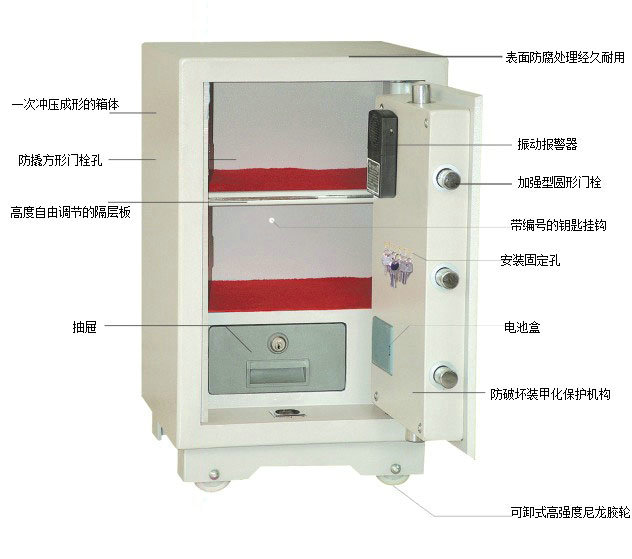
① 防盗保险柜柜体外表面漆膜(或喷塑膜)的色泽应均匀一致,不能有明显的裂纹、气袍、斑点等缺陷。
② 柜体高度≤600毫米的防盗保险柜,柜门与门框的上、右、左间隙≤1.5毫米,下间隙≤2毫米,缝隙过大会降低防盗性能。
③ A类、B类防盗保险柜质量小于340公斤时应安装防撬固定孔、配备防撬固定件及指导固定的说明书,要加以注意并及时按说明书的要求固定。
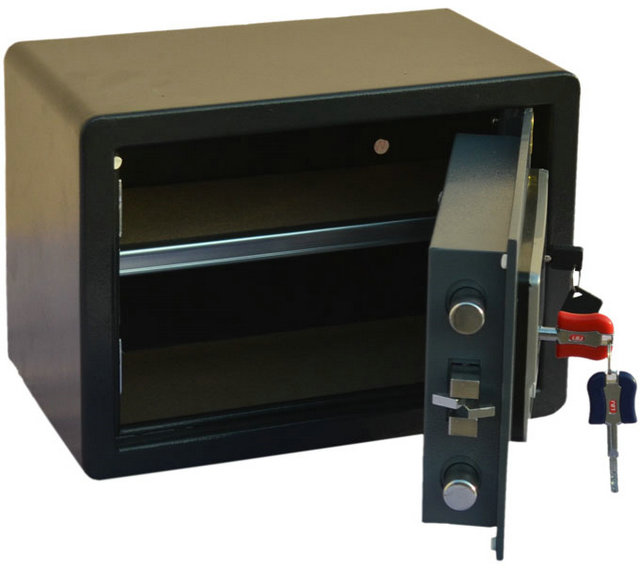
④ 防盗保险柜一般门板厚度达8-10毫米。
保险柜的安装固定
保险柜在使用前必须安装固定在墙体上或其它类似坚硬物体上,这对保险柜的安全使用和发挥最大的防盗效能是至关重要的。
按国标要求,保险柜质量小于340公斤时在背面都有固定安装孔,并配有固定用的膨胀螺钉,用户只需按产品用户手册的说明安装固定保险柜。
对保险柜安装固定更安全的建议如下:
1.保险柜安装固定前,拆去保险柜箱底的机脚和保险柜底部的脚轮,使保险柜、柜安装固定后底部无空隙,对防止撬动保险柜更有效。
2.必须将保险柜安装固定在混凝土墙上,最好由专业人员来负责安装,以保证安装固定的强度和质量。
3.选择一个合适、隐蔽的位置来安装固定保险柜,最好是将保险柜的左面和背面同时靠墙安装固定,对防撬、防盗效果最好。如能在保险柜外面再做家具掩饰,对保护保险柜、柜的私密性、安全性则更佳。
保险柜的生产流程
钢板下料---> 板料成形---> 焊接加工--->表面处理--->装配--->总检--->包装---->入库
从上表我们也许还不太清楚的了解保险柜的制作过程,下面我们详细的来了解每个过程的意义,以便我们深刻的领悟保险柜的制作流程:
钢板下料:众所周知,保险柜的原材料是由钢板做成的。我们第一道工序就是要把采购过来大张的钢板通过剪板机,裁剪成一块块我们所需的小板块,以便于下一步的工序加工,这就象做衣服,首先就是把大匹的布剪成领子、袖口等需要的小方块。
板料成形:把小板块通过各种的冲床、模具、折弯机等各种机器设备,加工出保险箱所需的各种组件,比如:门板、箱体的后板、底板、各种机构。就如,做衣服时把小方块布裁剪成各种领子、袖口等初步形状。
焊接加工:把成型的各种板料通过焊接的技术,把各种已经成型的配件围成一个带门的箱体。通过这样的工序,基本已经树立了保险柜的初步框架。类似于做衣服,把各种成型的小料通过缝纫机缝起来,形成基本成型的衣服。
表面处理:通过各种工艺把保险柜的毛坯进行精细化的加工,最后对保险柜进行表面喷塑处理的整个过程。由于焊接后的保险柜比较粗糙,我们就要打磨,去渣,由于保险柜表面还有锈斑、油污,所以就要磷化处理达到去油去锈的目的,由于保险柜毛坯的表面比较粗糙,所以在表面像做家具一样要刮腻子灰,并打磨光滑,最后进行高温静电喷塑处理,表面形成了油漆。这一过程类似于把缝好的衣服熨平整,剪去多余的缝线一样的道理。
装配:装配就是把各种组成保险柜的锁具以及附件等要素进行组合的过程,使之形成完整的可使用的保险柜。如果锁具用的是电子密码锁那就叫电子保险柜;如果锁具采用机械锁就叫机械保险柜;如果采用指纹锁具就叫指纹保险柜。装配的配件比较多,主要有包括脚轮、锁具(门锁、应急锁、密码锁)、操作面板、机构(包括门栓、拉手等)、后盖、装附件(抽屉、绒布、标贴、说明书、隔板等)。就如做衣服最后需要钉上纽扣,在衣服上打上商标等最后的组装程序。
总检:总检就是检查保险柜的质量过程,生产出来的保险柜是否符合公司起初设计时的要求,是否存在着各种配件遗漏的情况,油漆是否符合标准要求,使用时候灵活,防盗性能是否达标等。这道工序很重要,如果保险柜出现的问题没有检查出来,就会流入市场造成损失,顾客投诉等情况。这里所说的总检是最后的全项目检查,事实上保险柜在制作过程中对每一个工序环节都需要检验,这就叫工序检验,对外协加工的配件也需要检验,这就叫外协检验。总之,总检是控制质量的其中一个重要手段。
包装入库:这个过程是生产保险柜的最后一个过程,把检验合格的保险柜进行包装,使之符合运输、储藏等需要,这个环节也是很重要的工序,很多在市场的保险柜出现油漆碰伤,配件损坏的因素往往是由于包装、运输不合理所造成。所以,即使是在销售终端也要对产品的运输、装卸特别小心,对仓库的选择要充分考虑通风、干燥、防漏雨等情况,以免产品受潮、损坏。